




循環式オープンブラスト工法
2025/03/26 更新-
-
施工写真
-
施工実績
NETIS登録番号:CB-220034-A
概要
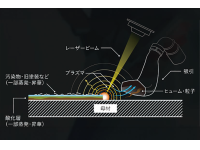
循環式オープンブラスト工法とは、鋼構造物やコンクリート構造物などに対して、研削材を高速で吹き付けることによって、表面の汚れや錆を取り除く施工方法である。この方法は、表面を均一に処理することができ、高い作業効率とコスト削減を実現することができる。
従来技術
一般的なブラスト工法(乾式)
新規性
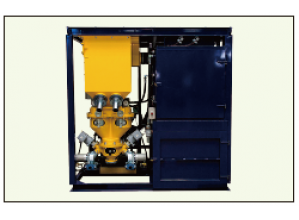
● 本工法ではブラストシステム運転用の圧縮空気を高圧(圧力:1.0Mpa)で運転することができる。
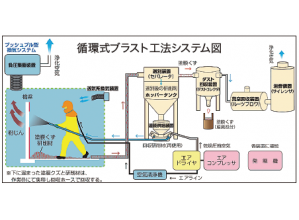
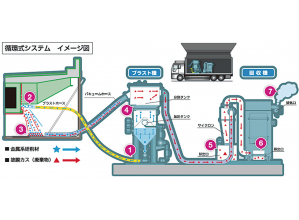
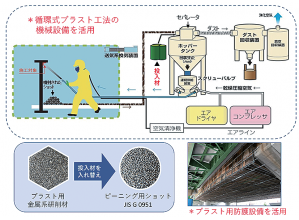
● 本工法では施工と同時に研削材の回収及び分別を行い、ブラストユニット内を循環させることで研削材の再利用を可能にした。
● 一般的なブラスト材に比べ粉砕しにくく、研削力に優れた金属系研削材プロフィリアムを標準研削材としている。
● 本工法では施工と同時に研削材の回収及び分別を行い、ブラストユニット内を循環させることで研削材の再利用を可能にした。
● 一般的なブラスト材に比べ粉砕しにくく、研削力に優れた金属系研削材プロフィリアムを標準研削材としている。
期待される効果
1. 研削材を循環再利用することによる産業廃棄物の大幅な削減
2. 金属系研削材が粉砕しないため、作業中の粉塵量が非常に少なくなる事により、周辺環境・作業員への安全面への対策ができる
3.足場上に研削材を堆積させないため、足場の補強が不要
4. 粉塵が少ないため、出来形、品質管理の目視確認が容易にできる
5. 研削材と産業廃棄物の運搬量が少ないため、材料運搬及び産業廃棄物の運搬コストが少なくなる
6. 金属系研削材以外に、通常のフェロニッケルスラグ等の使用も可能
7. 塗装塗替工事による素地調整以外に、コンクリート表面処理への対応も可能
8. 高圧縮空気(1.0Mpa)の使用が可能なため、プラントから施工箇所への遠距離施工(約300m 以内)が素地調整1種ISO Sa2.5(ISO Sa2 1/2)と、表面粗さJIS 規格80μmRzJIS 以下の品質を確保したまま施工可能
9. 研削材メーカーの強力なバックアップによる、各現場・各橋梁への細かい対応
10. 電子制御システムを極力減らし、施工中におけるブラストマシンの故障リスクを低減
2. 金属系研削材が粉砕しないため、作業中の粉塵量が非常に少なくなる事により、周辺環境・作業員への安全面への対策ができる
3.足場上に研削材を堆積させないため、足場の補強が不要
4. 粉塵が少ないため、出来形、品質管理の目視確認が容易にできる
5. 研削材と産業廃棄物の運搬量が少ないため、材料運搬及び産業廃棄物の運搬コストが少なくなる
6. 金属系研削材以外に、通常のフェロニッケルスラグ等の使用も可能
7. 塗装塗替工事による素地調整以外に、コンクリート表面処理への対応も可能
8. 高圧縮空気(1.0Mpa)の使用が可能なため、プラントから施工箇所への遠距離施工(約300m 以内)が素地調整1種ISO Sa2.5(ISO Sa2 1/2)と、表面粗さJIS 規格80μmRzJIS 以下の品質を確保したまま施工可能
9. 研削材メーカーの強力なバックアップによる、各現場・各橋梁への細かい対応
10. 電子制御システムを極力減らし、施工中におけるブラストマシンの故障リスクを低減
適用条件
● 鋼構造物の素地調整(1種ケレン)
● 機械設置場所から施工場所まで300m 以内の条件下での施工。(実用範囲での施工範囲)
● 機械設置場所から施工場所まで300m 以内の条件下での施工。(実用範囲での施工範囲)
活用効果
- 経済性
- 向上
- 品質
- 同程度
- 施工性
- 向上
- 工程
- 短縮
- 安全性
- 同程度
| QRコード(会社HP) |
施工事例・施工実績
工事採用実績
- 国
- 多数
- 公
- 多数
- 民
- 多数