

鋼構造物表面処理用レーザークリーニング工法(JPL工法Ⓡ)
2025/08/28 更新-
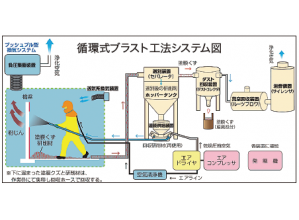
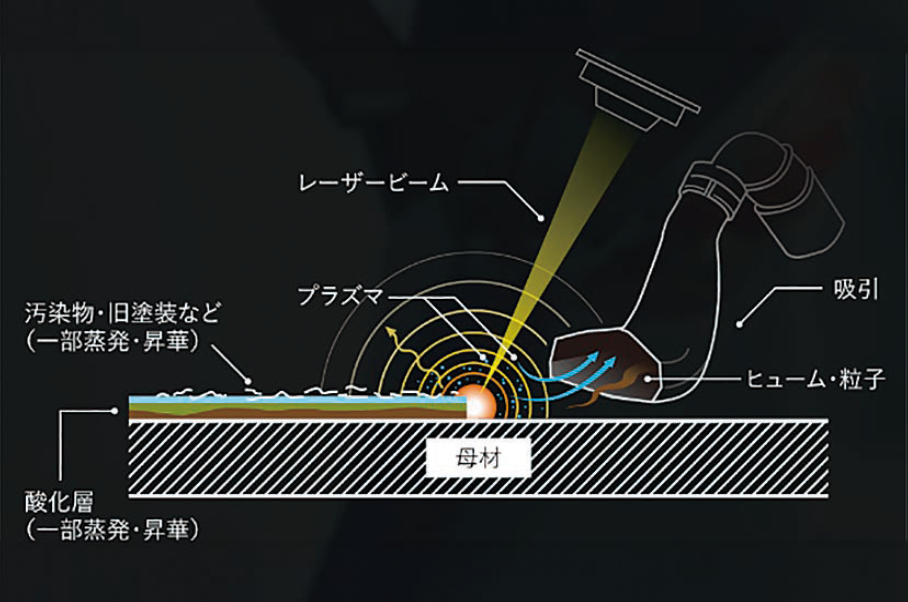
新技術の構成原理のイメージ
-
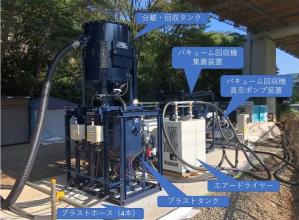
施工写真
NETIS登録番号:KT-200093-A
概要
橋梁等の素地調整工程において、高パワーパルスレーザー照射及び集塵システムの採用により塗膜・錆を除去する。
従来技術
新規性
期待される効果
・飛散防止、防音シート等の仮設養生作業が不要となり、仮設養生作業が効率化する。また、素地調整完了後に、飛散物の回収工程がなく回収作業が効率化する(施工性)。
・剥離作業に並行して素地表面の塩分除去が可能となり、塩分除去能力が向上する(品質)。
・作業員のブラスト機器の過噴射による損傷事故防止が可能となり、作業員の安全性が向上する。(安全性)
・粉塵発生量が抑制され(塗膜に鉛、PCBが含まれる場合は、その発生量も抑制)、また作業員の呼吸用保護具等の着用の負担が軽減するため、作業環境が改善する。(作業環境)
適用条件
・特になし
② 現場条件
・集塵機から最大50mの作業範囲であること
③ 技術提供可能地域
・技術提供可能地域については制限なし
④ 関係法令等
・鉛等有害物を含有する塗料の剥離やかき落とし作業における労働者の健康被害防止について(基安化発0530第1号 平成26年5月30日)
・レーザー光線による障害の防止対策について(昭和61年1月27日基発第39号 改正基発第0325002号)
活用効果
- 経済性
- 低下
- 品質
- 向上
- 施工性
- 向上
- 工程
- 増加
- 安全性
- 向上
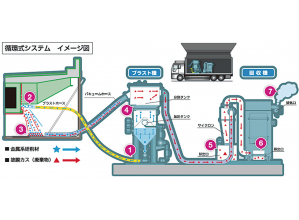
| 「JPL工法®」の原理 |
対象母材の表面に高ピークパワーパルス発振レーザーを照射すると、素材よりも吸収率の高い汚れの膜やその下の酸化物がエネルギーを吸収し下地面で反射されプラズマが発生。このエネルギーの吸収とプラズマ発生の作用により付着物が対象表面より剥がれ、気化・粒子化される。ヒューム化された汚染物は独自の集塵システムにより即時に回収される。

「JPL工法®」概念図
| 特 徴 |
1.母材へのダメージが少ない パルスレーザ―による施工のため、物理的な衝突や研磨による母材へのダメージを避けた表面付着物の除去が出来る。
2.軽装備での作業が可能 非接触の表面処理工法のため、接触災害の危険性が無く重装備の防護服等の着用が不要となり、レーザー光保護メガネおよび防塵マスクのみでの軽装で作業が可能となる。
3.環境配慮 研削材等のメディアを一切使用しないので作業時の飛散が少なく、二次廃棄物の発生はゼロ。有害な付着物も除去作業と同時に回収されるので、作業員の健康負担や周囲環境への影響が軽減される。

4.騒音を抑制 衝突音や噴射音等が無いので、夜間や住宅地など周辺環境に配慮しながらの施工が可能。

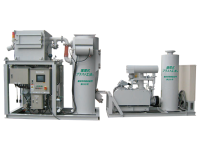
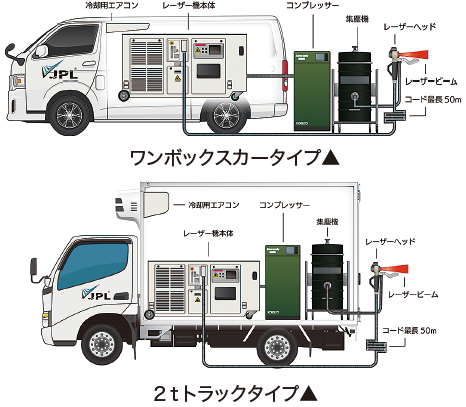
| システム車 |
「JPL工法®」のハイパワーレーザーシステムはレーザー機本体、小型コンプレッサー、および独自の集塵システムを搭載した専用システム車により全国どこでも移動・展開が可能。システム車から最長50m 離れた施工箇所にまで対応可能。
| 用 途 |
1.鋼、銅、アルミ、鋳鉄等の金属系および適応非金属の母材表面に付着した有機・無機物の除去2.塗装や溶接前の素地調整、非破壊検査前の表面処理3.PCB・鉛・クロム等が含有する塗膜の除去4.大規模な飛散・騒音対策が困難な住宅街・河川・海上での素地調整
施工事例・施工実績
工事採用実績
- 国
- 4件
- 公
- 5件
- 民
- 4件
施工手順
会社情報
- 会社名
- (一社)日本パルスレーザー振興協会
- TEL
- 045-475-1388
- 企業情報
- 公式サイト