


ステンレスの電解研磨工法
2022/07/07 更新-
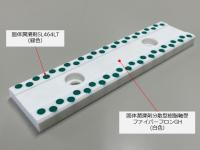
焼け取り工法と孔食試験結果の比較
-
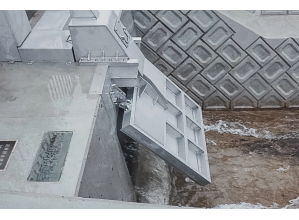
電解研磨工法の施工状況
NETIS登録番号:CG-190004-A
概要
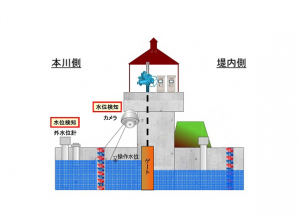
水門をはじめ、ステンレス製品の溶接焼けや汚れを電気化学的反応により除去するとともに、ステンレス表面をさびや腐食に強い不動態化皮膜を形成する。
新規性
従来の毒劇物薬品を塗布又は浸漬する酸洗処理工法に対し、本工法は強酸を使用せずに中性の安全な薬品(電解液)を使用する電解研磨工法とした。
期待される効果
・酸洗処理工法では、これまで長時間の塗布または浸漬が必要であったが、電解研磨工法は非常に短時間でその場での施工が可能になる。
・本工法は、さび取りと十分な耐食性を示す不動態皮膜の形成が同時に行える。
・毒劇物薬品を使わなくなったため、従来の酸洗工法では適用できなかった現場でも不動態化付与が可能となり、さび(全面腐食)や塩素孔食といった腐食が抑制され、維持管理、手直し等の頻度が下がり、ライフサイクルの観点からも、維持理費の低減に繋がる。
・本工法は、さび取りと十分な耐食性を示す不動態皮膜の形成が同時に行える。
・毒劇物薬品を使わなくなったため、従来の酸洗工法では適用できなかった現場でも不動態化付与が可能となり、さび(全面腐食)や塩素孔食といった腐食が抑制され、維持管理、手直し等の頻度が下がり、ライフサイクルの観点からも、維持理費の低減に繋がる。
適用条件
① 自然条件
現場の場合、電源器やコード類に雨がかからない処置が必要。極寒冷地域では電解液の凍結を防ぐ保温対策が必要。
② 現場条件
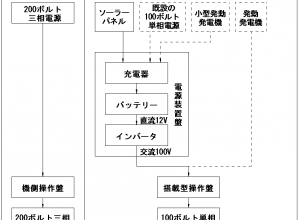
固定電源がない場合、電気を作動させるための100Vまたは200V仕様の発電機が必要。
③ 技術提供可能地域
限定なし。
④ 関係法令等
廃液は水質汚濁防止法に従い、処理する。また、電解処理後のステンレス表面を水拭きし、湿らせたウェスや雑巾等は産廃処理する。
現場の場合、電源器やコード類に雨がかからない処置が必要。極寒冷地域では電解液の凍結を防ぐ保温対策が必要。
② 現場条件
固定電源がない場合、電気を作動させるための100Vまたは200V仕様の発電機が必要。
③ 技術提供可能地域
限定なし。
④ 関係法令等
廃液は水質汚濁防止法に従い、処理する。また、電解処理後のステンレス表面を水拭きし、湿らせたウェスや雑巾等は産廃処理する。